IRCHART Statement: SHEWHART Procedure

Creating Individual Measurements and Moving Range Charts
Note: See Individual Measurement and Moving Range Charts in the SAS/QC Sample Library.
An aeronautics company manufacturing jet engines measures the inner diameter of the forward face of each engine (in centimeters). The following statements create a SAS data set that contains the diameter measurements for 20 engines:
data Jets; input Engine Diam @@; label Engine = "Engine Number"; datalines; 1 78.4 2 80.1 3 84.4 4 79.1 5 80.4 6 83.5 7 73.8 8 83.5 9 75.0 10 76.8 11 70.5 12 80.3 13 82.4 14 79.4 15 86.4 16 90.5 17 77.7 18 82.5 19 79.9 20 83.2 ;
A partial listing of Jets is shown in Figure 18.26.
Figure 18.26: Partial Listing of the Data Set Jets
Each observation contains the diameter measurement and identification number for a particular engine. The variable Engine identifies the sequence of engines and is referred to as the subgroup-variable.[31] The variable Diam contains the measurements and is referred to as the process variable (or process for short).
Because the production rate is low, individual measurements and moving range charts are used to monitor the process. The following statements create the charts shown in Figure 18.27:
ods graphics off; title 'Individual Measurements and Moving Range Charts'; title2 'Jet Engine Diameters (cm)'; proc shewhart data=Jets; irchart Diam*Engine; run;
This example illustrates the basic form of the IRCHART statement. After the keyword IRCHART, you specify the process to analyze (in this case, Diam), followed by an asterisk and the subgroup-variable (Engine).
The input data set is specified with the DATA= option in the PROC SHEWHART statement.
Figure 18.27: Individual Measurements and Moving Range Charts (Traditional Graphics)
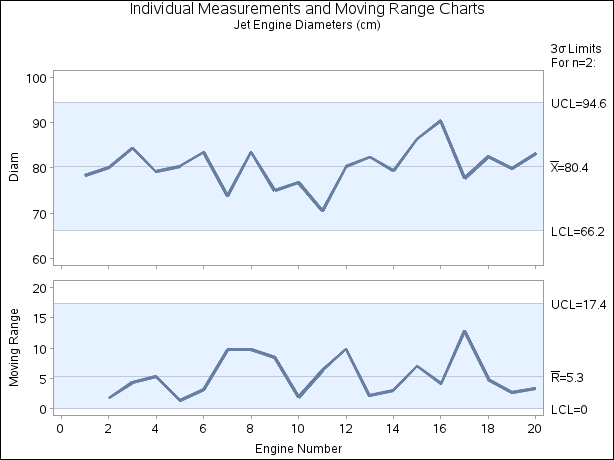
Each point on the individual measurements chart indicates the inner diameter of a particular engine. Each point on the moving
range chart indicates the range of the two most recent measurements. For instance, the moving range plotted for the second
engine is  . No moving range is plotted for the first engine. Because all of the individual measurements and moving ranges lie within
the control limits, it can be concluded that the process is in statistical control.
. No moving range is plotted for the first engine. Because all of the individual measurements and moving ranges lie within
the control limits, it can be concluded that the process is in statistical control.
By default, the control limits shown are  limits estimated from the data; the formulas for the limits are given in section Table 18.18. You can also read control limits from an input data set; see Reading Preestablished Control Limits.
limits estimated from the data; the formulas for the limits are given in section Table 18.18. You can also read control limits from an input data set; see Reading Preestablished Control Limits.
[31] Technically, the data for individual measurements and moving range charts are not arranged in rational subgroups. The term subgroup-variable is used for consistency with other chart statements in the SHEWHART procedure, and it is convenient to think of the "subgroups" as consisting of single measurements.