The following statements create ![]() and s charts for the diameter data:
and s charts for the diameter data:
symbol h=3.0 pct;
title f=qcfont1 'X ' f=none 'and s Chart for Diameter';
proc shewhart data=toolwear;
xschart Diameter*hour /
outhistory = submeans
nolegend ;
label Diameter = 'Mean in mm';
label hour = 'Hour';
run;
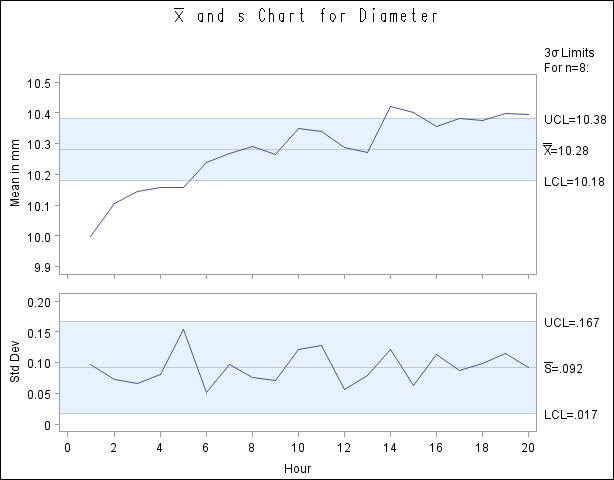
The charts are shown in Figure 17.164. The subgroup standard deviations are all within their control limits, indicating the process variability is stable. However,
the ![]() chart displays a nonlinear trend that makes it difficult to decide if the process is in control. Subsequent investigation
reveals that the trend is due to tool wear.
chart displays a nonlinear trend that makes it difficult to decide if the process is in control. Subsequent investigation
reveals that the trend is due to tool wear.
Note that the symbol ![]() is displayed in the title with the special font QCFONT4, which matches the SWISS font used for the remainder of the title.
See Appendix D: Special Fonts in SAS/QC Software, for a description of the fonts available for displaying
is displayed in the title with the special font QCFONT4, which matches the SWISS font used for the remainder of the title.
See Appendix D: Special Fonts in SAS/QC Software, for a description of the fonts available for displaying ![]() and related symbols.
and related symbols.